Réalisation d’un dôme en verre avec le souffleur de verre Pierrot Dorémus : entre artisanat d’art, expérimentation et impression 3D

Après deux premières vidéos consacrées au talentueux souffleur de verre Pierrot Doremus, cette troisième rencontre m’a conduit jusqu’à son atelier de Gramat, dans le Lot, afin de réaliser ensemble un projet qui me tient particulièrement à cœur : la fabrication d’un dôme en verre coloré à partir d’un modèle conçu en impression 3D.
Pour ceux qui découvrent cette aventure, notre première rencontre avait eu lieu lors du festival Palo del Vidre. D’ailleurs, un article est déjà disponible sur mon site à ce sujet. La seconde vidéo avait été tournée à Carcassonne lors d’une démonstration publique. Cette fois-ci, j’ai eu l’opportunité d’entrer dans les coulisses de son atelier afin de comprendre les différentes étapes de fabrication du verre artisanal.
Table des matières
Un atelier rempli d’inspiration
Avant de commencer le travail, j’ai pris le temps de découvrir l’univers de Pierrot. Son atelier regorge de créations uniques : sculptures, objets décoratifs, pièces soufflées, mais également de magnifiques tours en verre réalisés selon différentes techniques.

Parmi les réalisations qui m’ont particulièrement inspiré, on retrouve des créations de style Tiffany ainsi que des pièces entièrement coulées. Un véritable concentré de savoir-faire où se mêlent créativité, maîtrise technique et passion du matériau.

Du modèle 3D au moulage en sable
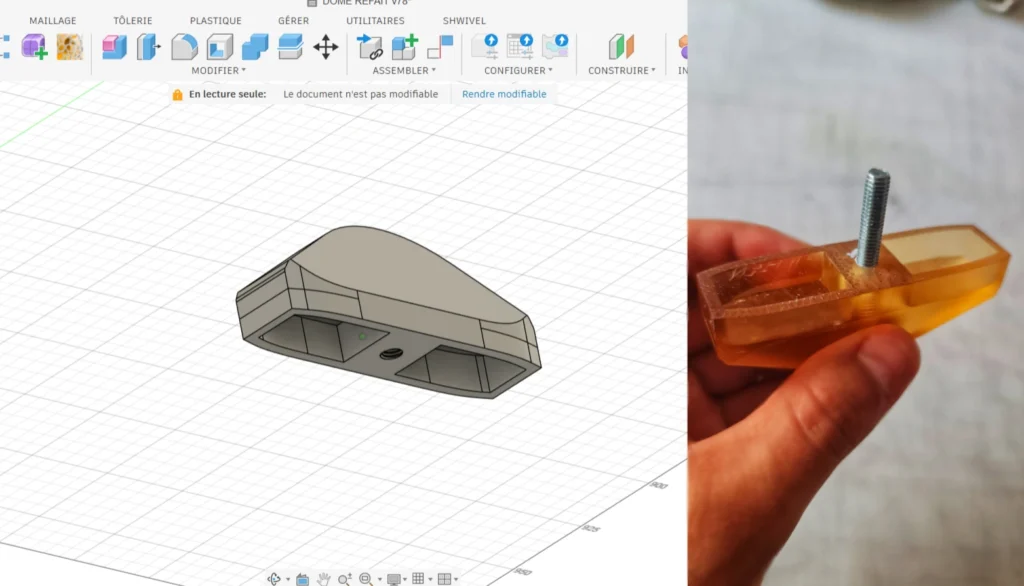
Pour ce projet, le point de départ est une pièce modélisée en 3D sur le logiciel Fusion360 de chez Autodesk puis imprimée en résine sur une imprimante Elegoo saturn 4 ultra 12k. Cette pièce sert de modèle pour réaliser un moule en sable de fonderie destiné à recevoir le verre en fusion.
L’objectif est simple sur le papier : obtenir un dôme en verre coloré présentant une géométrie précise. Dans la pratique, le défi est bien plus complexe.
Le moulage en sable est une technique couramment utilisée en fonderie pour réaliser des pièces métalliques, mais son utilisation avec du verre demande quelques adaptations. Le principe consiste à compacter un sable spécifique autour d’un modèle afin d’obtenir une empreinte négative qui recevra ensuite la matière en fusion.


Une fois le modèle retiré, il reste une cavité reproduisant fidèlement sa forme. Comme le sable est détruit lors du démoulage, chaque pièce nécessite la fabrication d’un nouveau moule.
Le moulage du verre impose également de prendre en compte de nombreux paramètres : température du verre, comportement du sable, vitesse d’exécution, retrait du matériau et gestion des bulles d’air.
Un véritable travail d’expérimentation
Avant même de préparer le verre, plusieurs essais ont été nécessaires pour valider la méthode de moulage et comprendre comment le verre allait se comporter dans ce type d’empreinte.
Déposer une masse de verre à plus de 1 000 °C dans un moule relativement petit est un exercice délicat. Pour Pierrot, il s’agissait d’ailleurs d’un travail assez inhabituel.
Mais c’est précisément ce qui le caractérise : il aime relever des défis et explorer de nouveaux univers.

Avant mon arrivée, il avait déjà effectué plusieurs essais préliminaires en réalisant le moulage d’un buste représentant la reine Néfertiti. Ces tests lui ont permis de mieux comprendre le comportement du sable, d’ajuster les paramètres de température et d’anticiper certaines difficultés liées au remplissage du moule.
Cette phase préparatoire a largement contribué à la réussite de notre projet.
La préparation du verre coloré
Une fois le moule prêt et la méthode validée, il est temps de préparer le verre qui sera coulé dans l’empreinte.
Afin d’obtenir la teinte souhaitée, Pierrot commence par cueillir une masse de verre transparent en fusion dans le four principal.





Cette masse est ensuite roulée dans des poudres de verre colorées. Une fois la couleur déposée, le verre retourne dans un second four afin de fusionner parfaitement avec les pigments.
Durant cette étape, le verre est également travaillé afin d’obtenir une forme plus allongée. Cette géométrie facilite ensuite son dépôt dans le moule de sable.
Une opération qui peut paraître simple lorsqu’on la regarde, mais qui demande en réalité une parfaite maîtrise des températures et des gestes.
Une véritable opération d’équipe
Lors de la coulée, Léa, l’assistante de Pierrot, a joué un rôle essentiel. Pendant que Pierrot déposait le verre en fusion dans le moule, elle intervenait immédiatement pour guider, répartir et aplanir la matière afin de lui donner sa forme définitive.


Cette étape met parfaitement en évidence l’importance du travail d’équipe dans les métiers d’art. Face à un matériau en fusion dépassant les 1 000 °C, chaque seconde compte et chaque geste doit être parfaitement coordonné. Organisation, synchronisation des mouvements, communication et anticipation sont indispensables pour travailler efficacement et obtenir un résultat de qualité.
Un métier exigeant
Observer Pierrot et Léa à l’œuvre permet également de mesurer toute l’exigence du métier de souffleur de verre. Les températures sont extrêmement élevées, les outils doivent être manipulés avec précision et chaque mouvement compte. La concentration est permanente, car une simple erreur peut compromettre plusieurs heures de travail, voire détruire une pièce en quelques secondes.
Au-delà de l’aspect artistique, le soufflage de verre est un métier physiquement éprouvant qui demande endurance, rigueur, expérience et une parfaite maîtrise des gestes. Derrière chaque création se cachent des années d’apprentissage, d’innombrables heures de pratique et une passion qui pousse sans cesse à expérimenter de nouvelles techniques.
Sortie du four de recuisson
J’ai choisi de rester deux jours sur place afin d’assister à la sortie des pièces du four de stabilisation.
Après la mise en forme, les pièces sont placées dans un four de recuisson où la température redescend progressivement durant toute la nuit.
Cette étape est fondamentale.

Elle permet d’éliminer les tensions internes du verre et d’éviter les chocs thermiques qui pourraient provoquer l’apparition de fissures, voire l’explosion de la pièce.
Le lendemain matin, nous avons enfin pu découvrir le résultat de nos essais.
Des résultats encourageants pour la suite
Pour ces premiers essais, les résultats sont très encourageants. Nous avons toutefois identifié certaines limites liées à la technique du moulage en sable. Chaque coulée nécessite la fabrication d’un nouveau moule, ce qui représente un temps de préparation important.
Au fil des essais, Pierrot a décidé de modifier sa méthode de coulée afin d’améliorer le remplissage du moule. Le résultat a été immédiat. Les pièces obtenues lors de ces derniers tests se sont révélées beaucoup plus précises, avec nettement moins de bulles et une qualité de surface largement améliorée. Les photos du démoulage ci-dessous illustrent parfaitement cette évolution et montrent à quel point quelques ajustements techniques peuvent faire toute la différence.


Malgré ces résultats prometteurs, les écarts de température entre le verre en fusion et le moule en sable favorisent encore parfois l’apparition de bulles ou de légères irrégularités de surface.
La prochaine étape du projet consistera donc à développer un moule réutilisable en bronze. L’objectif serait de réaliser un moule en deux demi-coquilles préchauffées à environ 500 °C afin de limiter les chocs thermiques, d’améliorer l’état de surface des pièces et de gagner en régularité d’une coulée à l’autre.
Une telle solution permettrait également d’accélérer la production en supprimant la fabrication systématique d’un nouveau moule pour chaque pièce réalisée.
Les opérations de finition
Après avoir sélectionné les meilleures pièces obtenues, place à la finition.
Cette phase comprend plusieurs opérations :


- suppression des excédents de verre avec une scie diamantée;
- mise à plat de certaines surfaces à l’aide d’un disque diamanté ;
- polissage final à l’aide de pierre ponce mélangée à de l’eau afin d’obtenir une pâte abrasive.

Une fois encore, la concentration est indispensable.
Au moindre faux mouvement, la pièce peut être endommagée ou tout simplement voler en éclats.
Quand l’artisanat rencontre les nouvelles technologies
Cette expérience illustre parfaitement ce qui me passionne depuis plusieurs années : faire dialoguer les savoir-faire traditionnels avec les technologies modernes.
D’un côté, l’impression 3D permet de créer rapidement des formes complexes et des prototypes précis.
De l’autre, le travail du verre apporte une dimension artistique et humaine impossible à reproduire industriellement.
Un véritable pont entre innovation et artisanat d’art.
Et ce n’est probablement que le début de l’aventure.
Retrouvez-moi aussi en vidéo
Envie de voir les coulisses en images ? Je partage régulièrement des courtes vidéos de mon travail (modélisation, prototypage, finitions…) sur mes réseaux :
YouTube : Galcollab TV
Instagram & TikTok : suivez @galcollab_TV pour découvrir mes process en version rapide et visuelle !